技術に関するお問い合わせ
技術に関するお問い合わせは下記の問い合わせフォームから
2020年に日本政府はカーボンニュートラル宣言¹⁾を行い、脱炭素化への動きは世界各国産業界においても加速している。自動車製造における車両工場のCO2直接排出(Scope1)の約4割を塗装工程が占めており、省エネルギー化と脱炭素化の両立が急務となっている²⁾。塗装工程におけるエネルギー消費量の内訳は、一般的に塗装ブース(空調)が約5割、乾燥工程が約3割、その他工程が約2割とされている。
当社は、エネルギー消費量が大きい乾燥工程における省エネルギー化に貢献する2液速硬化型ピアノブラック塗料の「エコネット NS-2 EC ³⁾⁴⁾」および、塗装時間短縮によって塗装工程における省エネルギー化に貢献する2液ハイソリッド型高光沢塗料の「プラネット HI-C⁴⁾」を上市している。本稿では、特に省エネルギー化に貢献する「エコネット NS-2 EC」の技術説明および、更なる省エネルギー化と低炭素化に寄与できる新規開発中の「金型内塗装用塗料」について紹介する。
自動車内装部品へのピアノブラック色の採用は近年のトレンドとなっており、その中でも復元性能を有する2液ウレタン系が主流となっている。理由は、ユーザー使用環境下で生じた擦り傷が経時で復元し半永久的に外観品質を維持できるからである。
一方、この復元性能により生産上、背反となる事項がある。最たる問題は塗装ライン内の塵やホコリなどの浮遊物が硬化前の塗膜へ付着・埋没することで外観品質が損なわれてしまうことである。原因として、復元系塗料は機能発現のために弾性かつ軟質な成分を含有しており、乾燥工程の後半までタック(=ベトつき)が残ってしまう。結果、浮遊物の付着などの影響を受け続けて不良率の上昇へとつながる。
このようなピアノブラック塗料特有の弊害・課題を克服するために、速硬化性を有する塗料の開発を行った。
前述したとおり、耐擦傷性能に優れる復元系タイプのニーズを受けて、上市した「エコネット NS-2 ⁵⁾⁶⁾」の設計コンセプトをベースに本製品の開発を行った。「エコネットNS-2」は、反応点が多い(=高架橋)設計であり、そこに速硬化性を付与することは、ポットライフが背反となり速硬化性とポットライフの両立が難しい。ポットライフとは、主剤および硬化剤、シンナーを混合してから実用上問題なく使用できる可使時間のことであり、顧客環境においては通常4~5時間以上であることが要求される。このポットライフの課題に対し、「エコネットNS-2」の樹脂設計、触媒設計、溶剤設計を見直すことにより、本開発が達成できるものと考えた。
樹脂設計については、ハードセグメントとソフトセグメント両方のTgや酸価を再設計し、樹脂比率の最適化を行った。その結果、既存品と同等の塗膜性能を保持しつつ、既存品以上の硬化性を付与できた。しかし、樹脂設計だけでは、目標とする速硬化レベルには及ばず、速硬化性向上のために硬化触媒の検討を行った。
2液硬化型ウレタン塗料における触媒として、アミン類や金属化合物、酸などが挙げられるが、本検討では金属化合物に着目し開発を行った。一般的な金属化合物の触媒機構は第1図 ⁷⁾のとおりであり、触媒がルイス酸機構で硬化剤(R-NCO)の求電子性を活性化し、主剤(R'-OH)の硬化剤(R-NCO)への求核攻撃が向上することにより硬化反応が促進される。本開発では異なる機構で作用する金属触媒を含めて検討を行った。結果を第1表に示す。
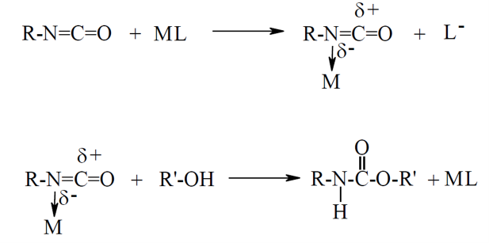
第1図 金属化合物の触媒機構
Catalytic mechanism of metal compounds
第1表 触媒検討結果
Catalyst study results

| 金属種 | 構造 | 検討No | 硬化性 (※1) |
貯蔵安定性 | ポットライフ (室温) |
|---|---|---|---|---|---|
| a | 1 | a-1 | ○ | ○ | 2h |
| 2 | a-2 | ○ | × | - | |
| 3 | a-3 | ○ | × | - | |
| b | 4 | b-1 | ○ | ○ | 1h |
| 5 | b-2 | ○ | ○ | 1h | |
| c | 6 | c-1 | ○ | ○ | <1h |
| d | 7 | d-1 | ○ | × | - |
| 8 | d-2 | ○ | ○ | 2h | |
| e | 9 | e-1 | ○ | ○ | <1h |
| 10 | e-2 | ○ | ○ | <1h | |
| f | 11 | f-1 | ○ | × | - |
| 12 | f-2 | ○ | ○ | <1h |
(※1)添加量は各触媒で異なる
検討した全ての触媒において、添加量を最適化することで目標とする速硬化性が得られたが、総じてポットライフが極端に短くなる傾向であった。多数の触媒を検討した結果、活性や選択性は金属種に依存し、安定性はおおむね構造に影響されることを確認した。その中でもポットライフが比較的良好で感温特性を備えた触媒d-2が最良であり選定に至った。
触媒検討により硬化性と貯蔵安定性の両立はできたが、予想していたとおりポットライフが背反事項となったため、内部溶剤およびシンナーの検討を行うこととした。
シンナーは、ポットライフの延長を実現するために特定溶剤の異性現象を応用した設計を検討した。村山らの論文⁸⁾によれば、カルボニル基を有する一部の溶剤はヒドロキシル基(OH)の存在下、第2図の反応機構に示される平衡状態を取る。この機構を応用すると、塗料混合液中においては、シンナー中のカルボニル基含有溶剤が主剤由来のヒドロキシル基(OH)の一部と水素結合を形成し平衡状態を取る。その結果、同溶剤が蒸発するまでの間は、硬化剤由来のイソシアネート基(NCO)と主剤由来のOH基の反応に対して、ある種の阻害物となり得る。特定溶剤が持つこの異性現象をシンナー設計に応用することで、ポットライフの延長が可能となった。
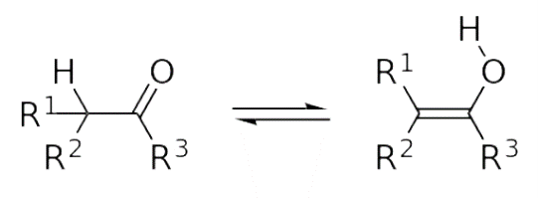
第2図 カルボニル基含有溶剤が示す反応機構
Reaction mechanisms exhibited by solvents containing carbonyl group
樹脂、触媒および、シンナーの新技術を組み合わせた「エコネット NS-2 EC」の乾燥性、ポットライフの評価結果を第2表に示す。指触乾燥性はコットンボールを用いた評価を行い、結果を第3表に示す。「エコネット NS-2 EC」は,従来品よりも優れた乾燥性と同等のポットライフを有する。また、従来品と同様に、自動車内装用途や家電製品用途に要求される塗膜性能を満足することを確認した。
第2表 エコネット NS-2 ECの乾燥性およびポットライフ結果
Results of drying properties and pot life of “ECONET NS-2 EC”
| ピアノブラック色 | 従来品 | エコネット NS-2 EC |
|---|---|---|
| 指触乾燥条件 (コットンボール) |
70℃×25分(pass) | 70℃×10分(pass) |
| 乾燥条件 | 80℃×30分(keep) | 70℃×10分(keep) |
| ポットライフ (液温40℃以下) |
4時間 | 4時間 |
第3表 指触乾燥性評価結果(乾燥条件:70℃×10分pass)
Results of Dry-to-the-touch evaluation
| 従来品 | エコネット NS-2 EC |
|---|---|
 |
 |
| コットンボール付着あり | コットンボール付着なし |
「エコネット NS-2 EC」は、独自の速硬化技術により、従来比で乾燥温度を10℃低減しつつ、乾燥時間を3分の1まで短縮することに成功している。バッチ式乾燥炉を用いた場合の消費電力量(kWh)は従来比で約4分の1から3分の1程度まで削減できた。今後は、この速硬化技術を他の製品にも応用し、省エネルギー化と低炭素化に貢献する製品開発を加速していく所存である。
前述したエネルギー消費量の大きい従来のスプレー塗工は、ブース型塗工に分類される。一方で、近年注目されているのが非ブース型塗工である。非ブース型塗工の代表例は、成形同時加飾技術に分類される金型内塗装(IMC)や金型内転写/貼合(IMR/IML)、フィルム加飾技術に分類されるTOM成形、インサート成形/貼合(IML/IMF) 、インクジェット・プリンティング技術(IJ)などが挙げられる。
スプレー塗工は、大型の塗装ブースや乾燥炉を使用するため、エネルギー消費量が非常に大きい。一方で、当社が着目している金型内塗装は、従来のスプレー塗工に必要とする塗装ブース、大規模な空調設備、乾燥設備が不要となるため、非常にコンパクトな塗装ラインで完結し、エネルギー消費量が大幅に削減できる。それだけでなく、金型内塗装は、後述の理由により無溶剤設計であるため、塗装効率やVOC排出量の観点でも優れており、低炭素化に大きく貢献できる。
ブース型塗工(従来スプレー塗装)と、非ブース型塗工(金型内塗装)の比較を第4表に示す。本稿では、現在開発を行っている金型内塗装用塗料について、紹介する。
第4表 ブース型塗工と非ブース型塗工の比較
Comparison between Booth-type Coating and Boothless-type Coating
| 比較項目 | ブース型塗工(従来スプレー塗装) | 非ブース型塗工(金型内塗装) |
|---|---|---|
| 乾燥設備 | 必須 | 不要 |
| 空調設備 | 巨大な空調設備が必須 | 不要 |
| エネルギー消費 | 極めて大きい | 小さい |
| 塗装効率 | 低い (30%~70%がロス分) |
極めて高い (ほぼ100%) |
| 工期・タクト | 長い | 短い |
| VOC排出量 | 多い | ゼロまたは極めて少ない |
金型内塗装は、第3図に示すとおり、樹脂(基材)射出成型⇒塗料注入⇒硬化⇒離型・脱型の主に4つの過程があり、金型内で塗装と乾燥(硬化)が完結する。金型内塗装工程では特別な排気設備を設けないため、溶剤(揮発成分)含有量が多いと、生産現場の環境悪化につながるのはもちろんのこと、密閉空間である高温金型内でのガス発生(ボイド)、引火性の高い溶剤などは火災のリスクにつながる。また、射出成形直後の基材は溶剤へのアタックを受けやすく、外観品質への悪影響が出る。
このような理由から、金型内塗装用塗料は、基本的に無溶剤設計であることが求められる。加えて、金型内塗装は基材樹脂の成型サイクルに適合させるため、塗料の乾燥に与えられる時間は、数十秒~1分程度である必要があり、それこそが金型内塗装の最大のメリットとなる。従って、超短時間硬化も必須要件となる。
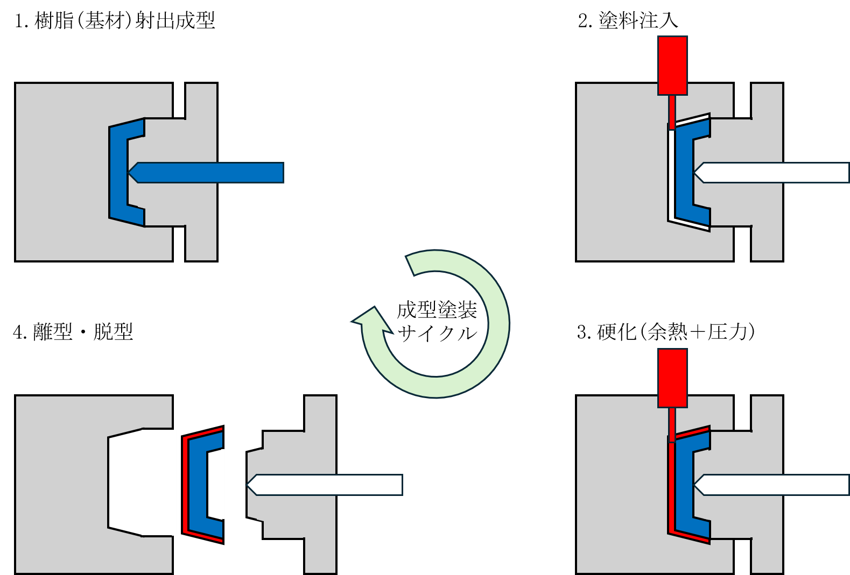
第3図 金型内塗装のプロセス概要例
In-Mold Coating (IMC) Process
金型内塗装用塗料の設計思想において、無溶剤でかつ、超短時間での熱硬化という前提条件がある。そのため、比較的材料の選択肢が多く無溶剤化しやすいこと、また自動車分野などで求められる耐久性や耐候性が得られやすいことを考慮し、ポリオールとイソシアネートによる2液ポリウレタン系での開発を進めている。検討を行ったポリオールは、アクリル系、ポリカーボネート系、ポリエーテル系、ポリエステル系などさまざまであるが、無溶剤化に伴う粘度と作業性の両立および求められる性能の観点で、複数を組み合わせた設計となった。超短時間硬化という課題については、「エコネット NS-2 EC」で培った触媒技術も応用することで、実用レベルに到達している。
金型内塗装用塗料は、「エコネット NS-2 EC」や「プラネット HI-C」のような速硬化技術および、ハイソリッド技術の延長線上にある新しい技術ではあるが、共通して言えることは、省エネルギー化や低炭素化に貢献できるように開発された製品である。顧客に合わせた塗料提案をしていくと共に、金型内塗装用塗料の開発を継続し、新しい塗工技術にも対応していく所存である。
執筆:ケミトロニクス事業部 神宮 友行
当記事は『塗装技術』2026年春夏別冊号(コーテック株式会社発刊)に寄稿された論文を、Web閲覧用にレイアウトを一部調整して掲載しています。